Application Scenario 1: Engine Maintenance & Repair
Technical Specifications:
- Material: Heat-treated G80 alloy steel (8:1 safety factor)
- Temperature Resistance: Short-term exposure to 200°C (392°F)
- Surface Treatment: Electro-galvanized or hot-dip galvanized options
Purchasing Considerations:
- Engine Pulling Chains: Utilize designs with integrated safety latches to prevent accidental disengagement during overhead operations.
- Corrosion Protection: Utilize zinc-nickel coated chains for engine bays with oil/coolant exposure.
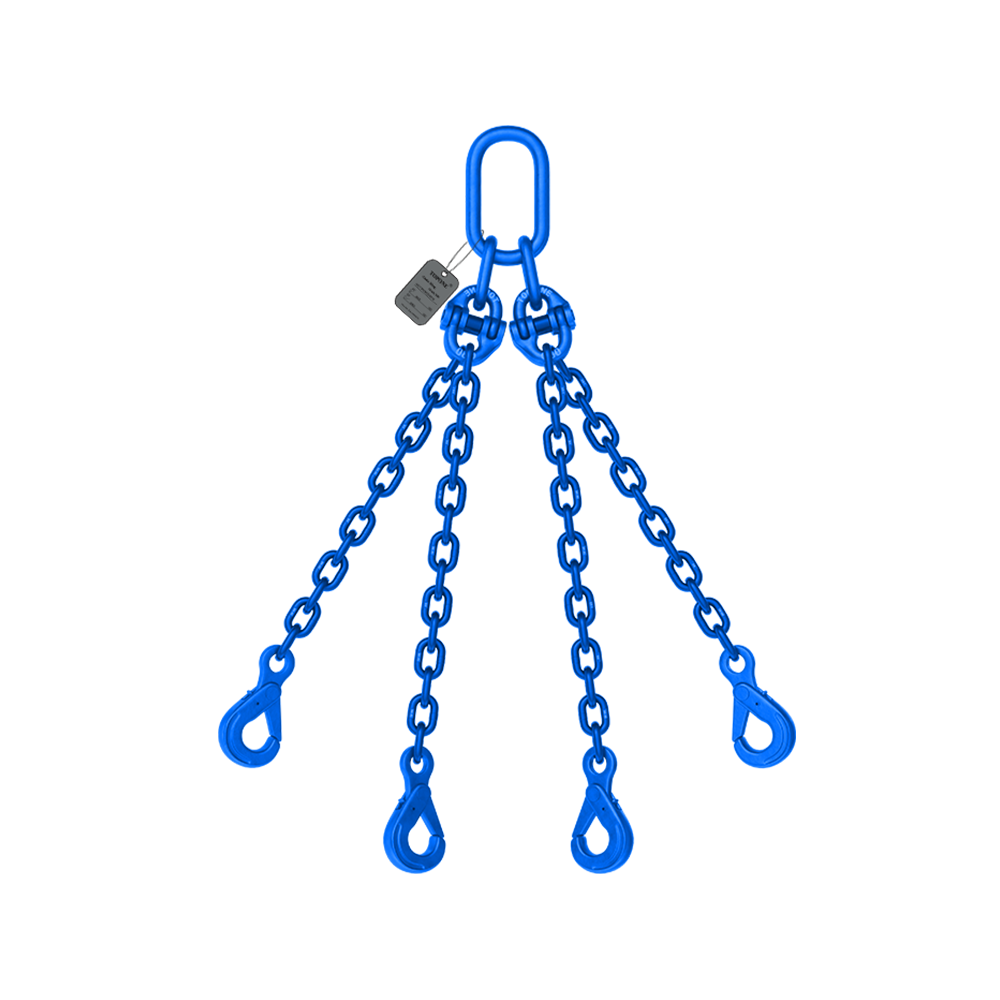
- Configuration:
Single-leg chains for compact workshop spaces
4-leg sets for symmetrical lifting of diesel engines (2-5 ton capacity)
Application Scenario 2: Crane Operations
Technical Specifications:
- Leg Variations: 2/3/4-leg sets (±1% length tolerance)
- Certification: EN 818-4 compliant with permanent load tags
- Accessories: Swivel hooks with 360° rotation capacity
Operational Requirements
- Structural Lifting: Use 4-leg chain slings to transfer stress when lifting I-beams or prefab concrete parts.
- Chemical Environments: PVC-sleeved chains are acid fume resistant in petrochemical plants.
- Dynamic Loading: Verify shock load ratings (ASTM A391 certification must be present).
Application Scenario 3: Load Securing for Transportation
Technical Specifications:
Coating: 85μm hot-dip galvanizing (500+ hours salt spray resistance)
Hardware: Grade 70 ratchet binders with anti-slip teeth
Compliance: FMCSA (US) and ADR (EU) compliant
Implementation Tips:
Marine Transportation: Select self-draining chain designs to preclude saltwater accumulation.
Precise Loads: Use nylon-covered chains to preclude surface scratching on precision equipment.
Cold Climates: Confirm -40°C (-40°F) impact toughness (ISO 148 Charpy test).
Application Scenario 4: Heavy Equipment Relocation
System Components:
Main Chains: G100 alloy steel (10-ton WLL)
Load Balancers: Laser-etched calibration marks (±2% accuracy)
Safety Sensors: Overload alarms (trips at 110% WLL)
Best Practices:
Multi-Point Lifting: Maintain <90° angle between legs to prevent lateral overload.
Inspection Protocol:
Daily: Visual inspection + manual articulation test
Quarterly: Magnetic Particle Inspection (MPI)
Mixed Systems: Always rate capacity by weakest component.
Decision Framework: 5-Step Selection Process
1. Load Characterization
- Static vs. dynamic loads
- Center of gravity calculations
2. Environmental Factors
Condition\\tRecommended Solution
Chemical exposure\\t316 stainless steel chain
Abrasive particles\\tCarburized surface chain
UV radiation\\tUV-stable polymer coat
3. Certification Validation
- North America: ASME B30.9 + NRTL stamp
- Europe: CE + EN 818-series
- Global: ISO 9001 + third-party test certificates
4. Lifecycle Cost Analysis
- Initial procurement
- Maintenance annually (lubrication, inspection)
- Replacement threshold: Replace at 60% of replacement cost
5. Training Requirements
- ASME/OSHA compliance training
- Load angle calculation workshops
- Emergency release procedures
Critical Safety Reminders
- Chain Degradation Patterns:
80% of failures trace back to internal stress corrosion cracking – undetectable without NDT.
A 60° angle loads leg 1.15x; 90° angle doubles the load.
Maintain electronic records tracking each chain's service hours, max loads, and exposure to environment.